Introduction
The Digital Fabrication Introductory course focuses on utilizing production techniques by learning the use of three different machines: CNC Milling, Laser Cutting and 3D Printing. The focus of the course was to fabricate different modular recursive geometries with different fabrication techniques along with the learning-by-doing manifesto. Through this course we learned the safety protocols for using each machine, and how to set up each machine for fabrication.
Geo Egg | 3D Printing
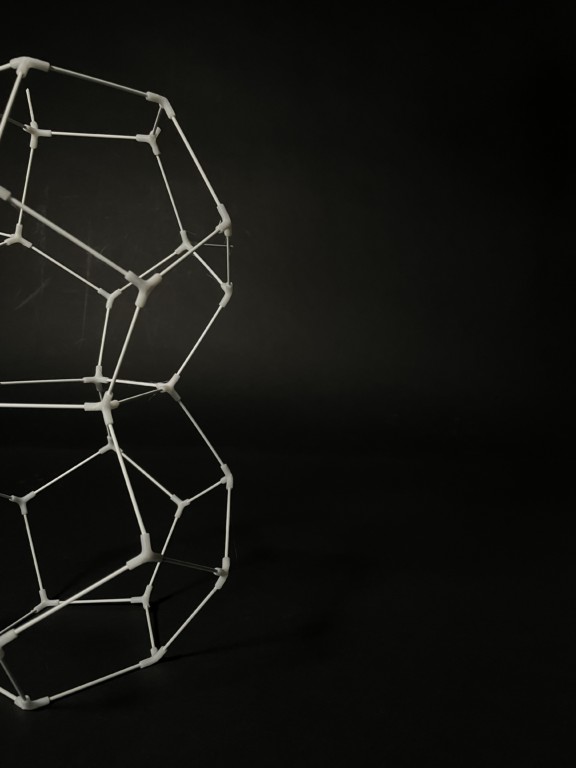
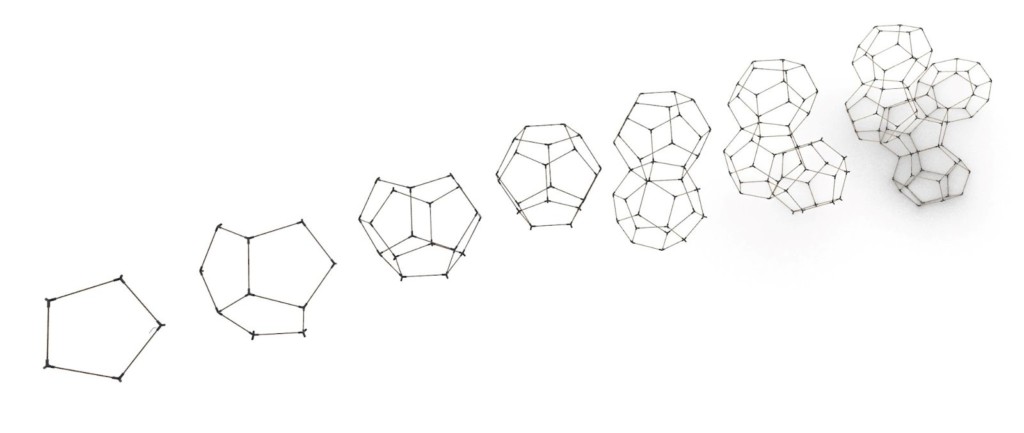
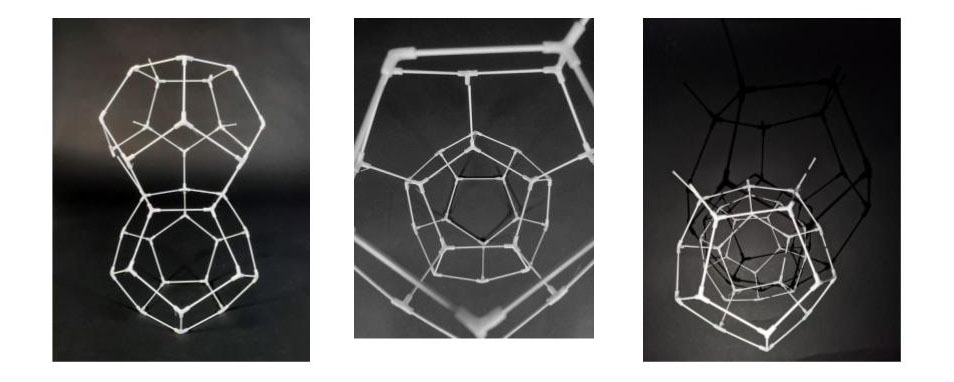
This project operated with the constraints of developing a node that could be integrated into a three dimensional recursive shape constructed of 2 mm fiberglass rods. The form was developed by having a pentagonal surface joined together to form a polyhedron. The nodes were 3D printed in a way to allow one module of the polyhedron to join and form multiple polyhedrons in a recursive pattern. The polyhedron was the choice of geometry as it is self supportive from any angle.
Working Parameters
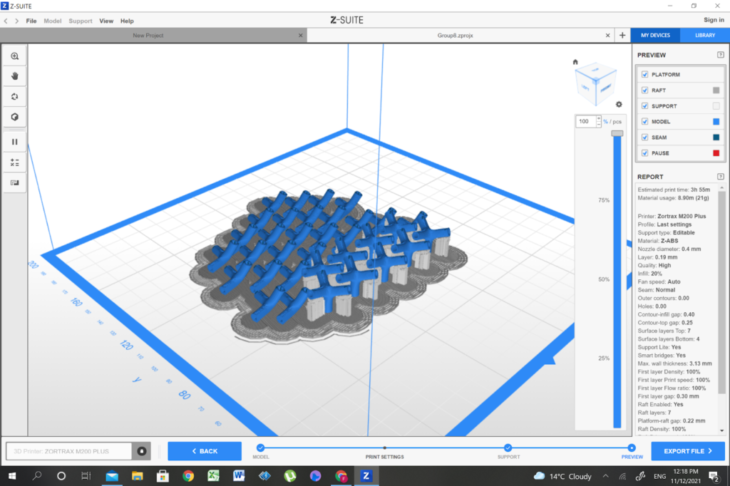
Material usage: 8.90m (21g)
Printer: Zortrax M200 Plus
Material: Z-ABS
Nozzle diameter: 0.4 mm
Layer: 0.19 mm
Quality: High
Infill: 20%
Fan speed: Auto
Support Density: 2.00 mm
All supports were placed manually in order to decrease the production time.
Digital Exploration of Aggregation Strategy

Final Geometry
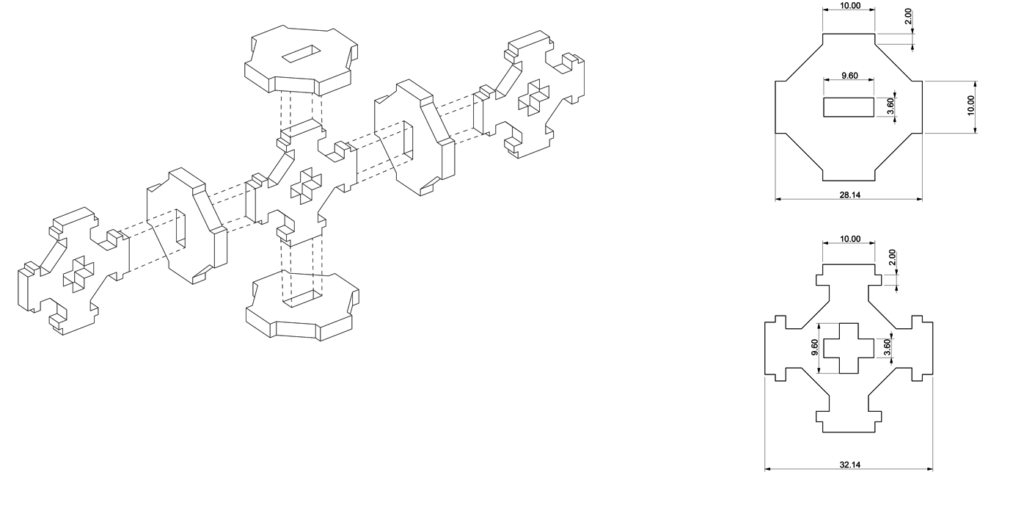
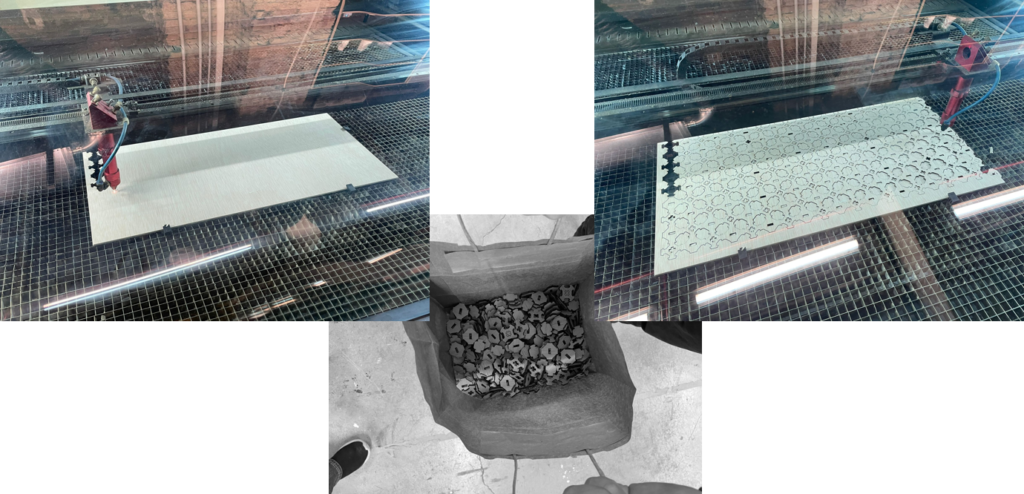
The Cross of Truth | Laser Cutting
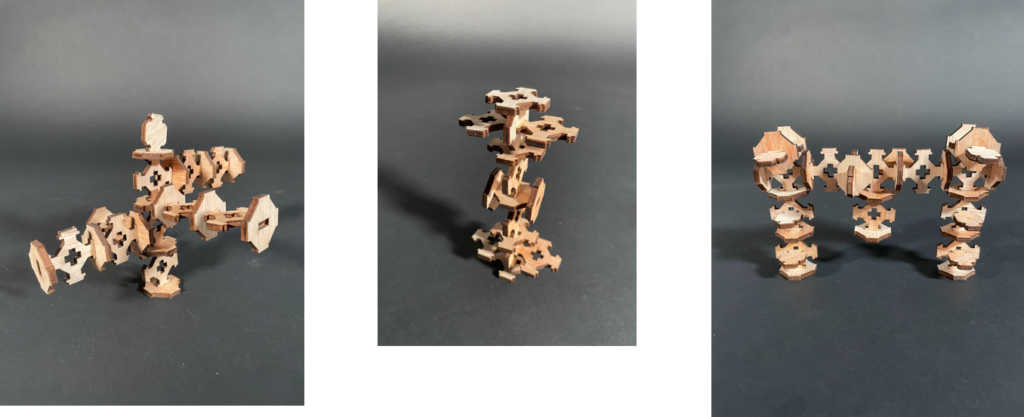
The Cross of Truth was a design that mimicked the ways two interlocking pieces could come together and grow as more are added. As more pieces are added together different types of shapes can form from 45 degrees and 90 degrees.

Working Parameters
Machine: Rayjet500
Power: 42
Speed: 1.8
Material: PLYWOOD
Workpiece volume: 620x310x40m
Tolerance: 0.2 mm (to accomplish a solid connection between pieces the slot has been made 0.2 mm smaller than the plug.
Process
Final Result
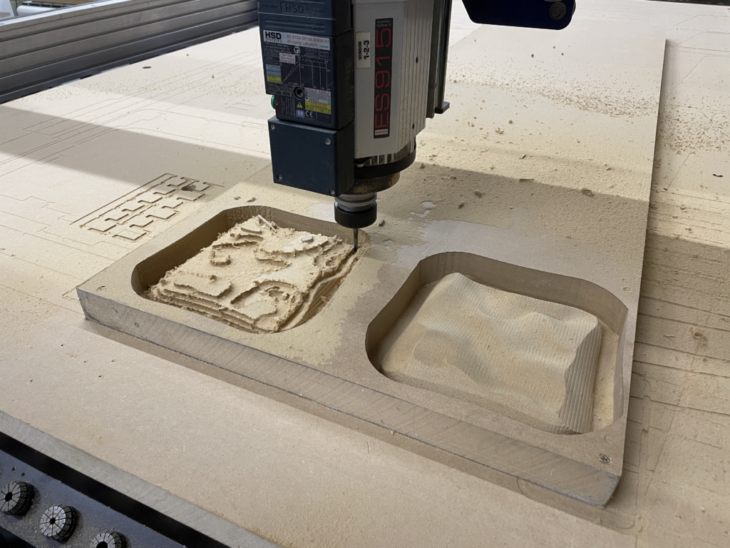
Cloud 9 | CNC Milling
The goal was to investigate the versatility offered by the CNC machines to realize curved and smooth 3D surfaces with the possibility of seamlessly merging them into a unique and organic shape. This is strengthened by the flawless and dynamic pattern of grooves created by the 6 mm Ball Mill during the finishing process.

Working Parameters
Material: MDF
Machine: ShopBot_MPC
Post Processor: .sbp
Workpiece volume: 200x200x80mm
CNC Milling Strategies
Engraving
Flat Mill
Flute: 2
Diameter: 10
Spindle Speed: 12000
Feed Rates: 2000
Transfer Motion: 4000
Cut Direction: Upcut
Total Cut Depth: 2 mm
Stepover Distance: 70%
Total mill time: 0.26 minutes
Horizontal Roughing
Flat Mill
Flute: 2
Diameter: 10
Spindle Speed: 12000
Feed Rates: 2000
Transfer Motion: 4000
Cut Direction: Upcut
Stock: 1.5
Stepdown Control (dZ): 50%
Stepover Distance: 60%
Total mill time: 28.74 minutes
Parallel Finishing
Ball Mill
Flute: 2
Diameter: 6
Spindle Speed: 12000
Feed Rates: 2000
Transfer Motion: 4000
Cut Direction: Upcut
Stock: 0
Stepdown Control (dZ): 50%
Stepover Distance: 25%
Lowest Z Containment: -38.5
Sorting: minimum distance
Total mill time: 32.12 minutes
2 ½ Axis Profiling
Flat Mill
Flute: 2
Diameter: 6
Spindle Speed: 12000
Feed Rates: 2000
Transfer Motion: 4000
Cut Direction: Upcut
Cut Direction: Conventional
Cut Side for Closed Curves: Outside
Stock: 0
Stepdown Control (dZ): 50%
Total Cut Depth: 40.5 mm
Finish Depth: 5.5 mm
Finish Depth/Cut: 5.5 mm
Rough Depth: 35 mm
Rough Depth/Cut: 35 mm
Bridge Heigth: 2 mm
Bridge Length: 4 mm
Nº of Bridges: 4
Entry/Exit Motions: none
Sorting: minimum distance
Total mill time: 2.23 minutes
Process
Final Result

Introduction to Digital Fabrication – Recursive Geometries is a project of IAAC, Institute for Advanced Architecture of Catalonia developed at Master in Advanced Architecture in 2021/2022;
Students: Zack Eisenberg, Federico Caldi, Tanvee Joshi
Faculty: Shyam Francesco Zonca, Lana Awad and Ricardo Mayor
Course: Introduction to Digital Fabrication