Novel injection based joineries can be the next step in autonomous robotic-fabrication to create new kind of complex structures with a hidden connection. They can fasten the process of prefabrication of strong assembly-nodes without the human touch.
The inspiration for these novel injection based joinery comes from disparate backgrounds of traditional wood-joints and contemporary injection molding machines used in the manufacturing industry.
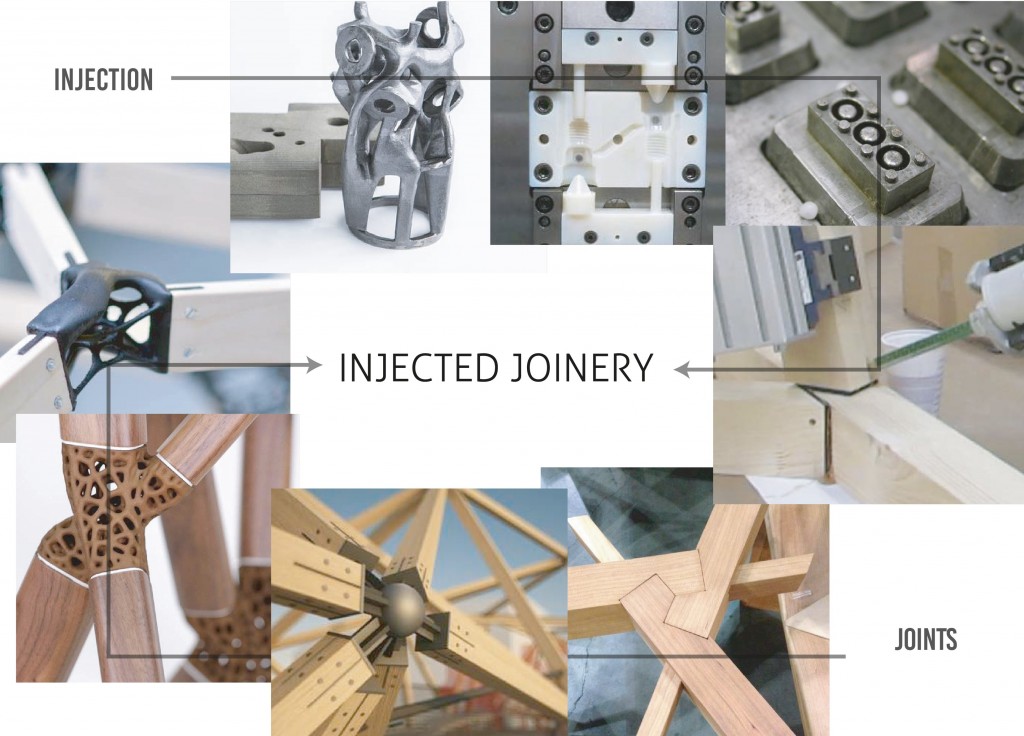
Figure 1. Harmony between injection-molding in Engineering and wood-based joineries in Architecture
The proposed advances in construction in the literature focus on the prefabrication of timber elements while relying on human dexterity for the final assembly. However, proposed injection joineries are inspired from the completely automated systems of injection molding. Thus injection based joineries can transcend this unabridged automation to the world of timber-construction.
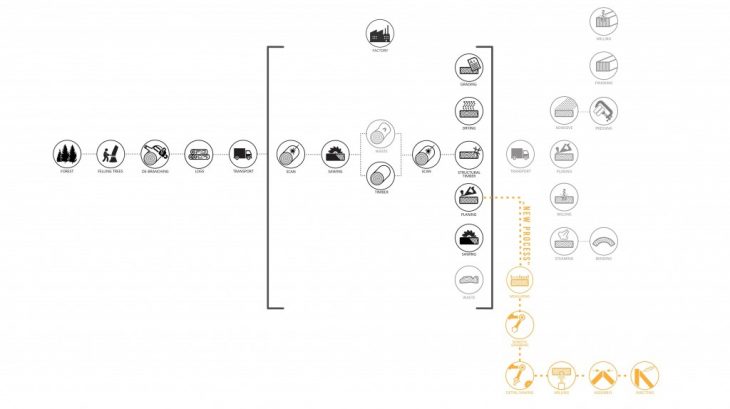
Figure 2. Process Diagram for the proposed Robotic Injection-based joineries
Different conical 3D-dovetail designs for the joints were explored for the injection-based joinery as described below. They relied on a negative draft angle based geometry to prevent decoupling between the two materialities.

Figure 3. Joint Designs
Finally, a rectangular dovetail was used for further exploration.
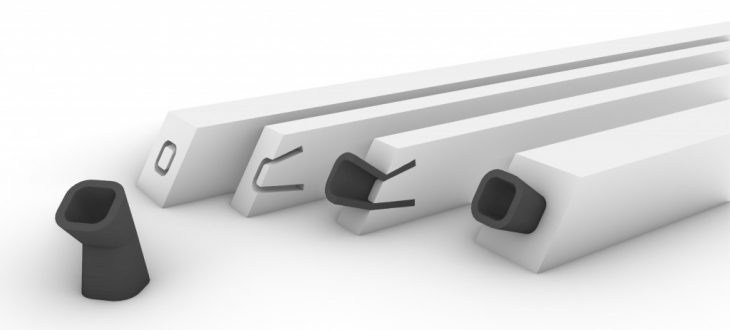
Figure 4. Final Joint design
After the joint design, the next step was to choose a suitable material for injection into the wood. There were two primary classes of materials that fit the application:
- Thermo-plastics (Like PLA, ABS..)
- Thermo-setting polymers (Like polyurea, polyurethane..)
These materials were tested in a casting based test joining pieces of wood. A mixture of waste thermoplastics was melted and cast while Smooth-On Onyx Fast was chosen as the thermosetting polymer due to its high joint strength and low elastic modulus. The cavities were milled on a 3-axis milling machine.

Figure 5. Thermoplastic and thermosetting material casting tests
After the structural rigidity and of the injected thermosetting material was termed satisfactory, injection tests were carried out to test the material viscosity. Different geometries of the cavity were manually fabricated and the polyurethane was injected through the inlet. It was established that a 5mm hole was enough to inject the thermosetting material.
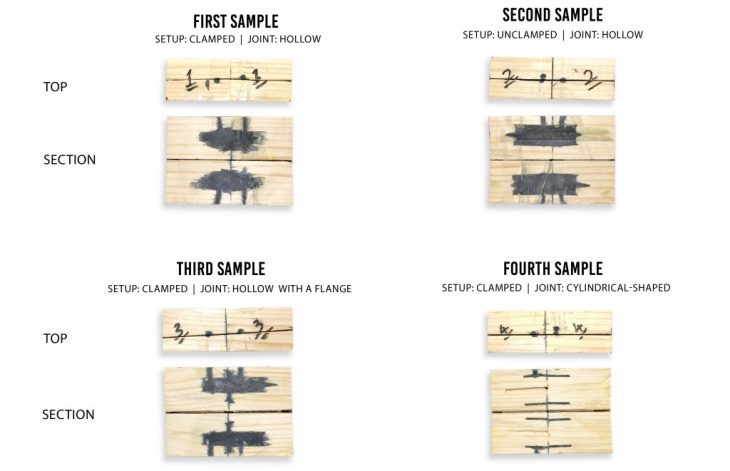
Figure 6. Thermosetting Material Injection Material Test
Finally, the challenge of robotic fabrication was assembled. Standard (45x45mm) lumber is sawed at angles of 60 degrees about 1 meter in length. The ends of this lumber are milled to fabricate the described dovetail geometry. A 6-axis robot with a pneumatic gripper as the end-effector was used for this purpose. Finally, the fabricated elements are assembled to form a 2D-structure as described in the video.
Future Vision: