Introduction
The course for introduction to the digital fabrication was floated in order to understand the relation between the machines and the computer data, how the algorithms used to create the forms in computer can be generated using specific fabrication techniques. The main focus of the course was oriented on the recursive geometry, starting with the base geometry which can be aggregated in all directions. Main techniques we are working on are Laser cutting, 3d printing & CNC Milling.
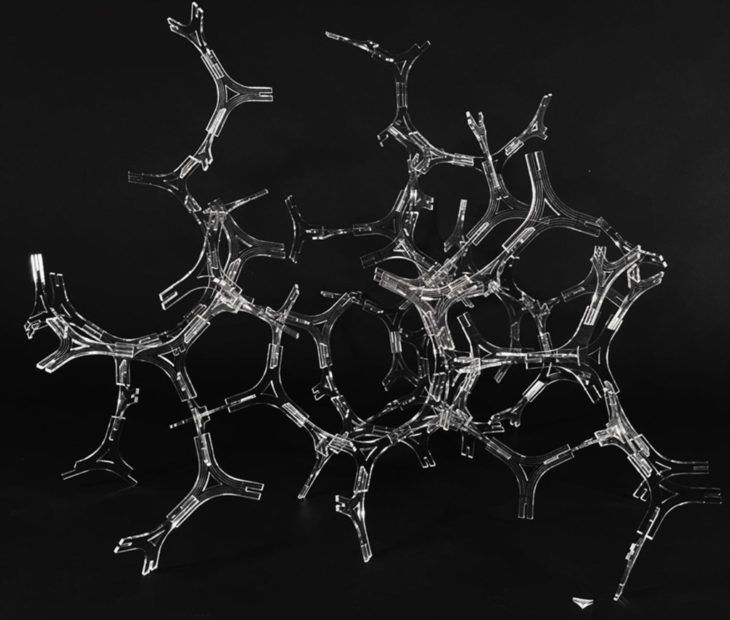
Laser cutting – Tri-nodular formulations
The criteria of design was to develop a recursive geometric form using laser cutting machine that can be manipulated with complex fabrication perspective. The concept that we had evolved is tri-nodal form with a base geometry that can recurse itself into a much complex polyhedral form based on the joining parameters. The material incorporated was 3mm transparent Acrylic board with interlockable joinery with specific tolerance setup as per the iterated tolerance markup of the interlockable parts.
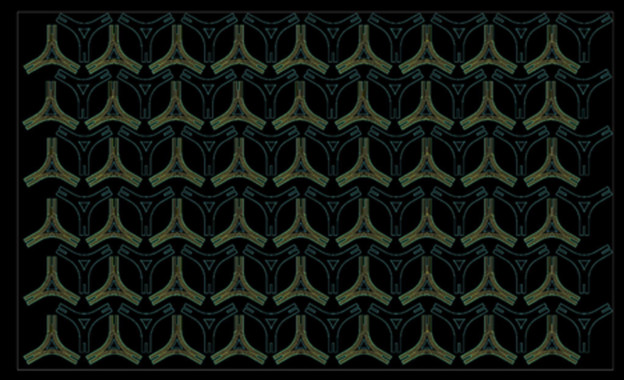
Material: 3MM ACRYLIC
Machine: Epilog 50-75W
Workpiece Volume: 600X890mm
Total Pieces Cut: 96
Working Parameters
Cutting
Speed : 15
Power : 90
Frequency : 5000
Engraving
Speed : 100
Power : 5
Frequency : 5000
Total Cut Time: 1h 16 min
The Module had been incorporated engraving on tween lines that would be the face of the overall recursive module.
Aggregation Process:
Process:

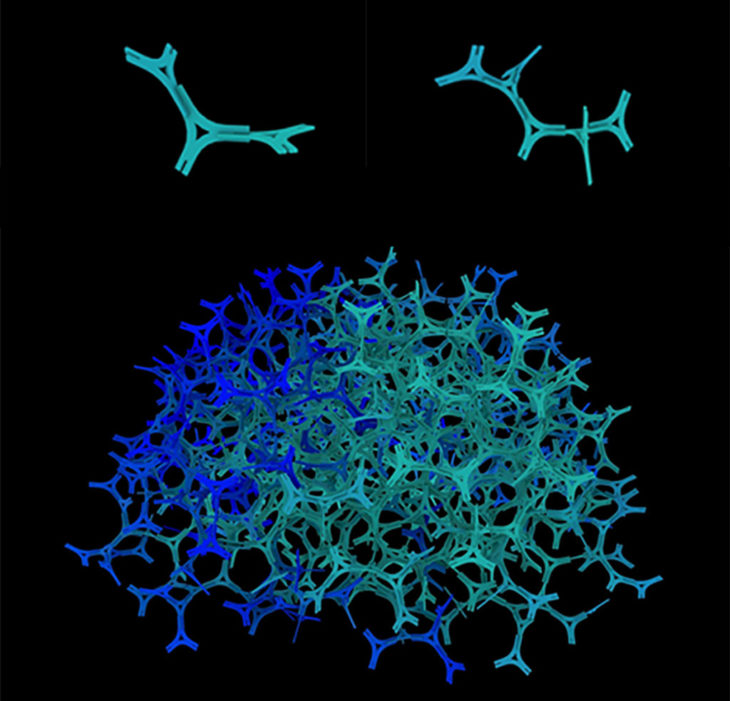
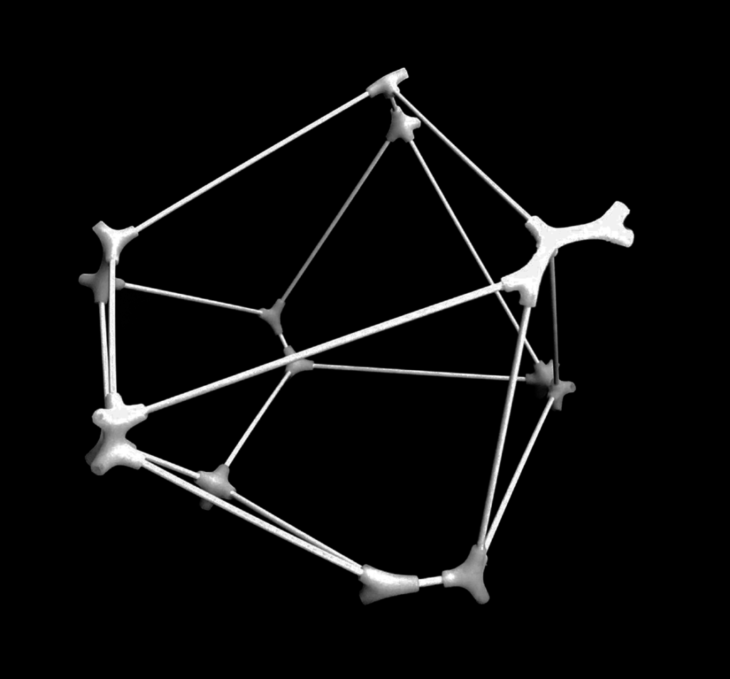
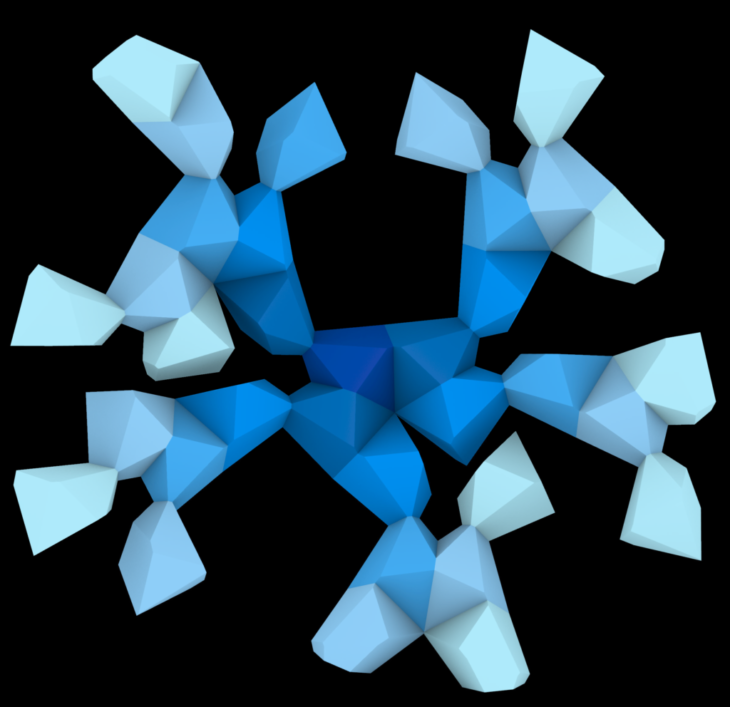
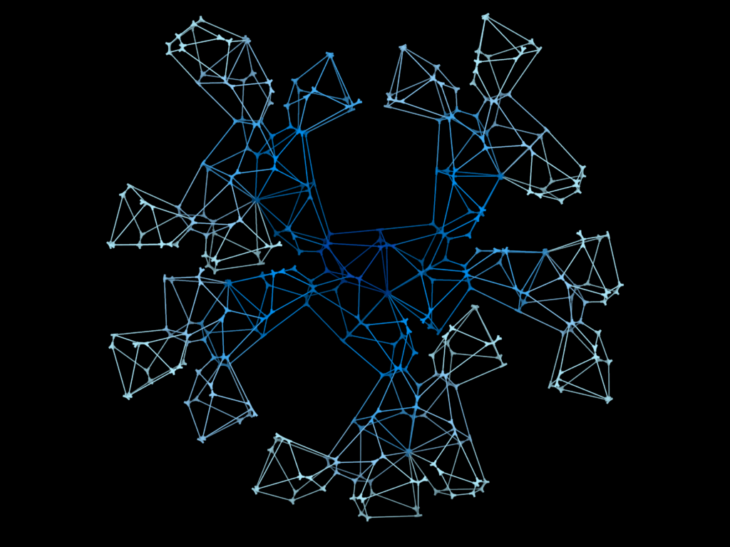
3D Printing – Modular Growth
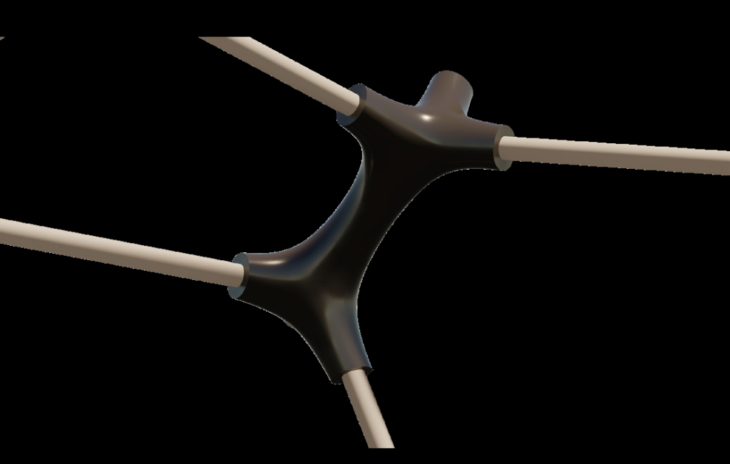
The concept was to create a polymorphic non identical nodal form with multidimensional aggregate form in three of the faces.
The nodes that share the same face within the shape are mirrored to create new attachments to continue the recursive
geometries.
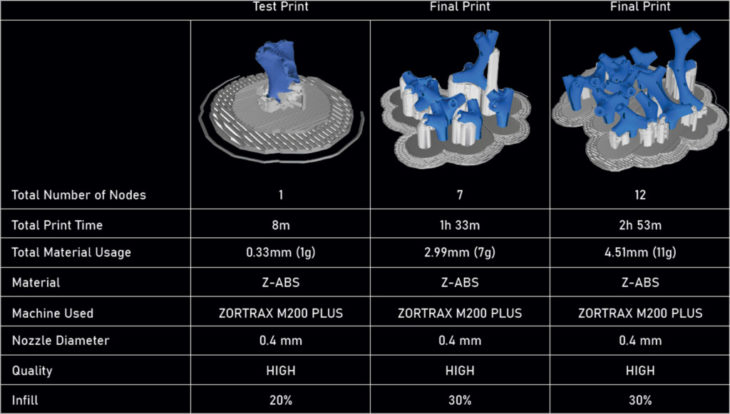
We observed a constrain in printing a specific node as the support anticipated was not sufficient but later on we rectified it on the other node prints
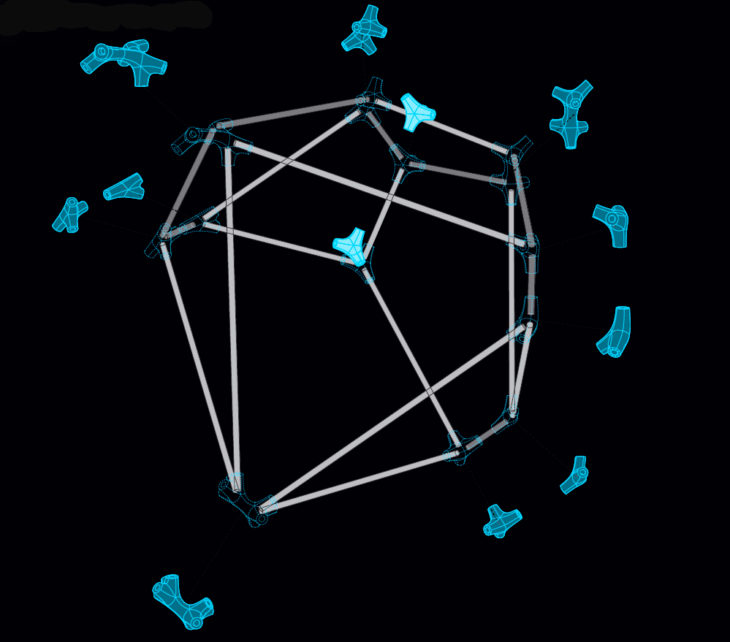
Nodes
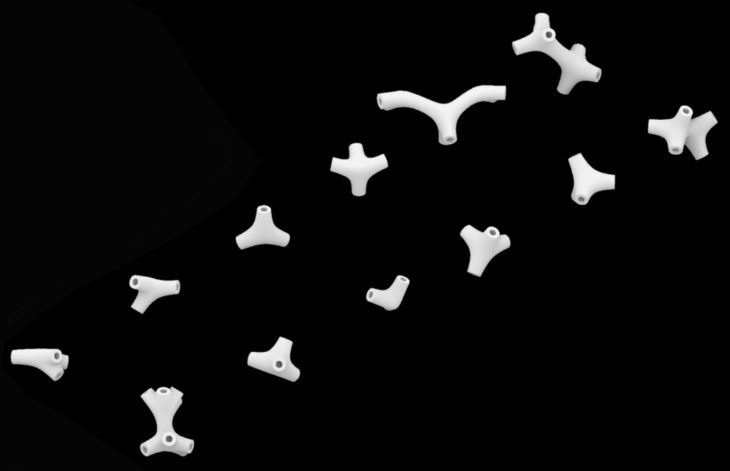


The overall form has 12 different nodes developed as per the overall geometry.
Working Parameters
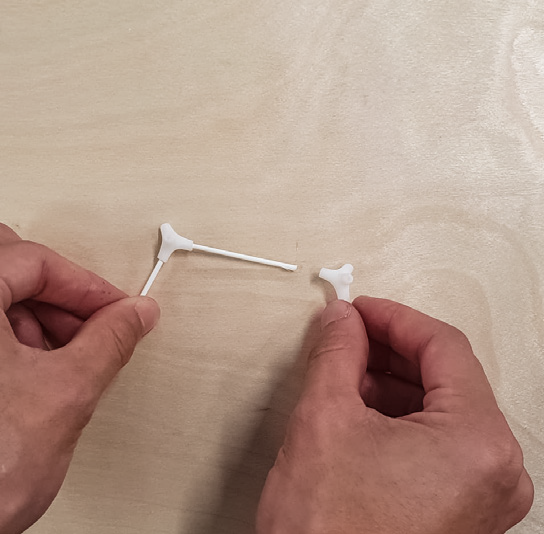
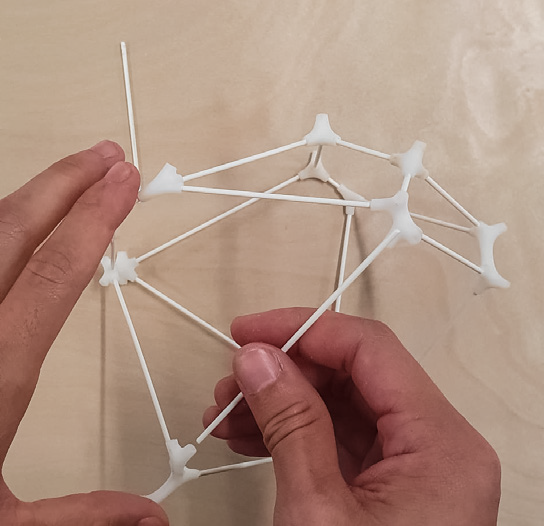
Aggregation Process
Assembly

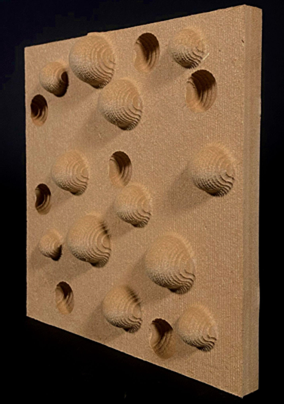
CNC
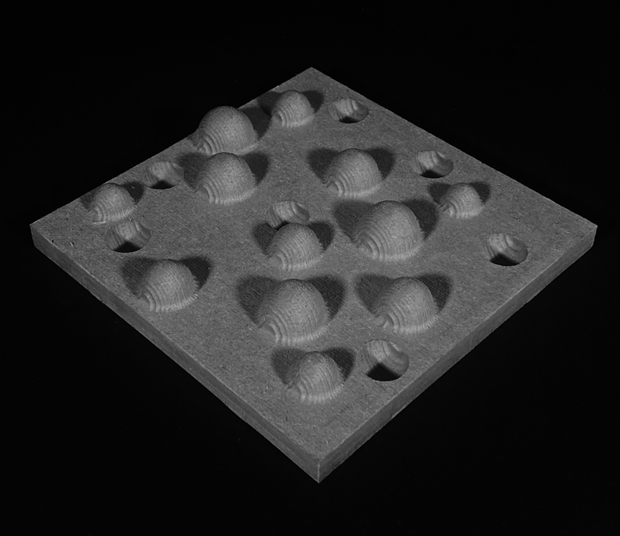
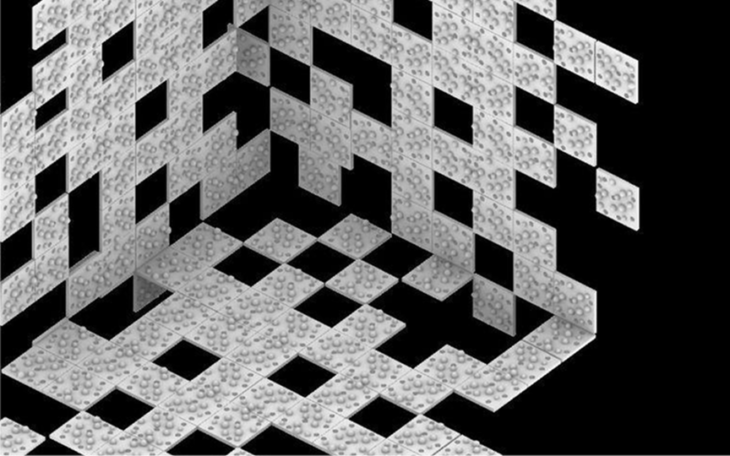
The CNC milling project concept was evolved from the natural recursive geometric sphere formulations in terms of crest and trough differentials of moulds on surface. The aim of the milling project was to achieve a flat extruded geometry with spheres. The shape can be replicated and iterated in three axis to form the final recursive output.

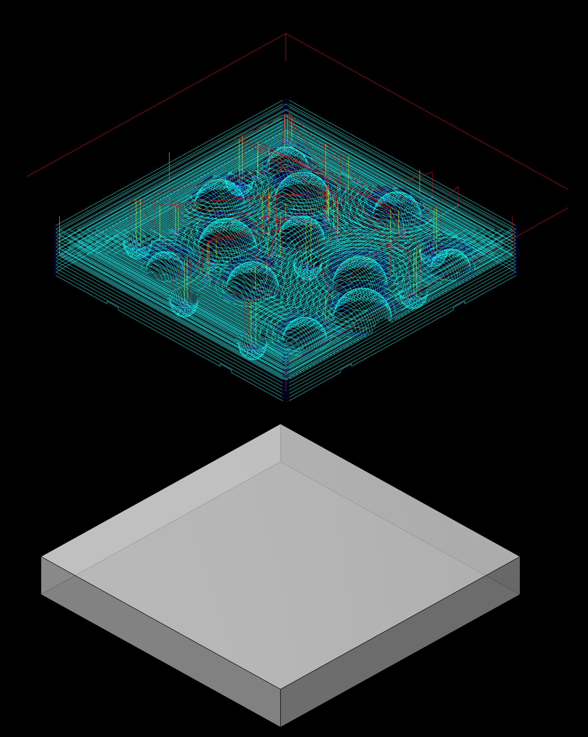
RhinoCam parameters:
Material: MDF
Machine: T-Rex(P59)
Post Processor:CNC_STEP_BCN
Workpiece volume: 320x320x40mm
Horizontal Roughing
Flat Mill
Diameter: 10
Spindle Speed: 12000
Cut Direction: Upcut
Stepdown Control (dZ):50%
Stepover Distance: 40%
Total mill time: 25.5minutes
Parallel Finishing
6mm Ball mill
Diameter: 6mm
Spindle Speed: 12000
Cut Direction: Upcut
Stepover Control: 25%
Total mill time: 15.8minutes
2 ½ Axis Profiling
Flat 6mm
Diameter: 6mm
Spindle Speed: 12000
Cut Direction: Upcut
Total mill time: 5.7 minutes
MILLING PROCESS
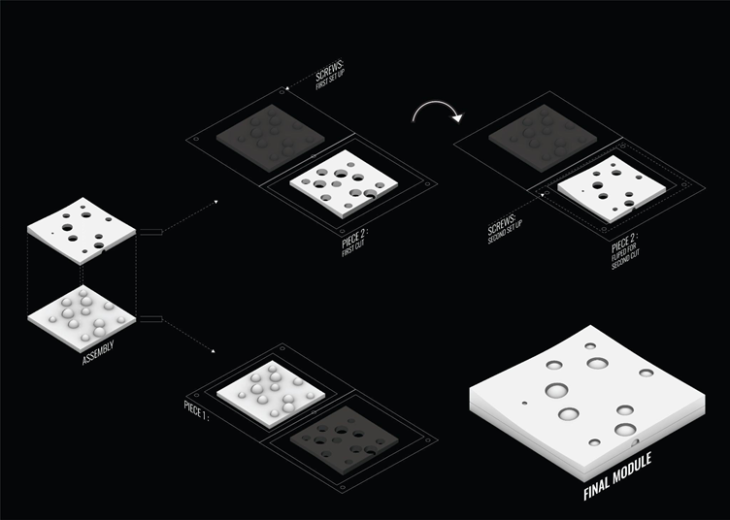
Aggregation:
Final Product
Introduction to Digital Fabrication – Recursive Geometries
Students: James Kingsley Claudin, Diego Vazquez Santos, Neslihan Gulhan
Faculty: Ricardo Mayor, Lana Awad, Shyam Francesco Zonca